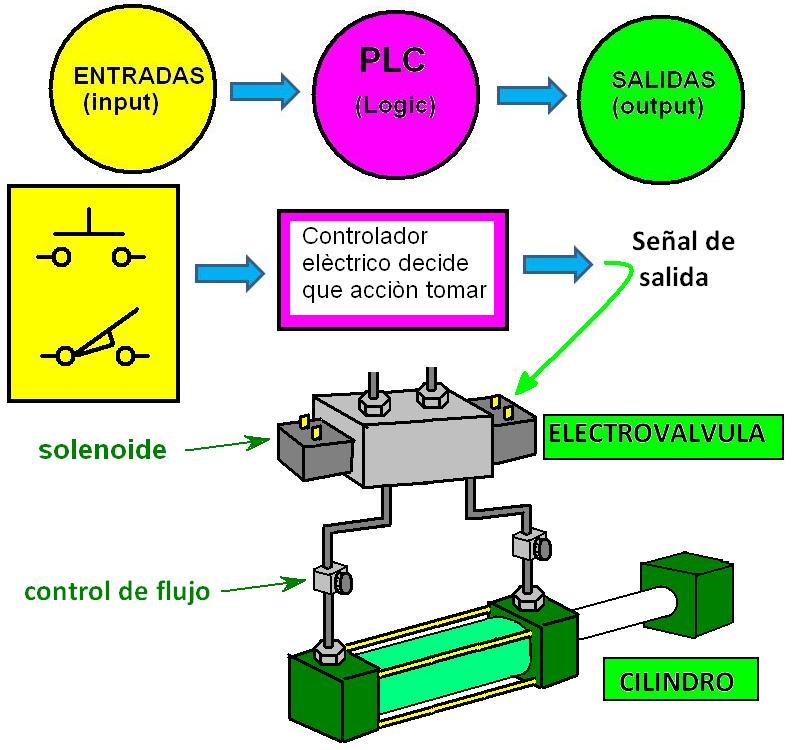
Los solenoides son la parte que activa la válvula que da dirección de movimiento a los cilindros (pistones).

Partes
del solenoide
Sus partes principales son, una bobina de alambre de magneto (alambre de cobre barnizado), y una armadura de
hierro.
Elevadores, prensas, troqueladoras entre otras forman parte de las
maquinas que tienen electroválvulas.

Al
fondo elevador de tijera
Los solenoides trabajan con energía eléctrica por lo que es importante conocer la
magnitud y el tipo de alimentación alterna o directa.
Cuando el solenoide es alimentado atraerá la armadura..

Función
del solenoide
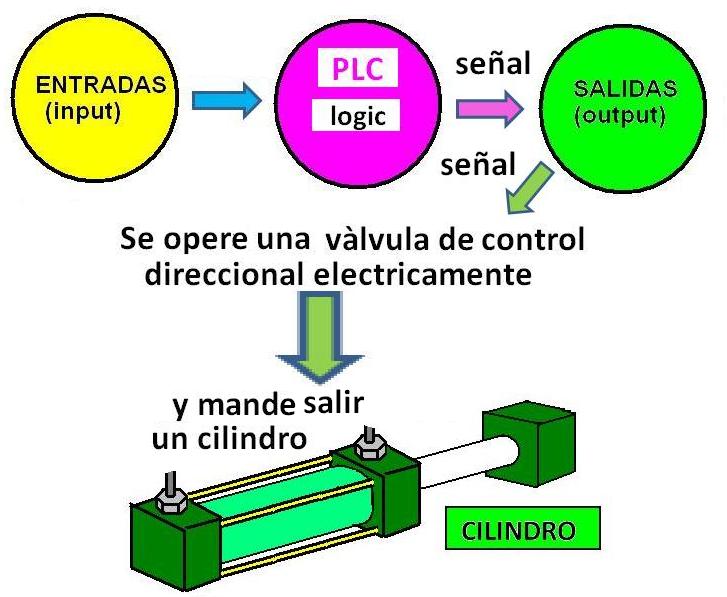
Son los solenoides los que opera las válvula y permiten se muevan los
cilindros que mueven y realizan operaciones en las máquinas.

Electroválvula de un solenoide
Las electroválvulas
pueden tener uno o dos solenoides.

Electroválvula
de dos solenoides
Los técnicos suelen llamar bobinas a los solenoides.

Circuito
eléctrico ordenando la salida del vástago del cilindro
Esta electroválvula cuenta con 2 solenoides, está diseñada
para 2 posiciones.

Circuito
eléctrico ordenando el regreso del vástago del cilindro
Los fabricantes cuentan con solenoides de diferentes tipos y magnitudes
por lo que se seleccionara de acuerdo a catálogo de fabricante para su correcto
ensamble y funcionamiento